Cette discussion technique porte sur le » syndrome du dos creux » qui se produit et dont beaucoup d’affûteurs pensent qu’il est dû à la forme des dents, à la forme des cames, à des problèmes d’équipement, etc.
Il s’agit d’un problème très courant et facilement corrigé une fois qu’il est compris.
Cet article est un peu technique et s’applique davantage aux personnes sur le terrain, mais chaque fois que l’un d’entre nous voit ce » syndrome du dos creux « , c’est l’occasion de mentionner cet article.
J’ai essayé de garder cela aussi simple que possible car cela pourrait devenir technique, mais vous trouverez ci-dessous une explication générale ainsi que quelques conseils utiles qui pourraient vous aider à améliorer l’expérience de vos affûteurs.
J’ai entendu beaucoup de raisons ou de théories différentes sur les raisons pour lesquelles nous pensons qu’il y a un dos creux et certaines de ces théories peuvent contribuer à ce dos creux, mais la cause fondamentale est la relation entre les quantités de meulage ou d’affûtage de la face et du dessus. En bref, si vous enlevez plus de la face de la dent, cela influencera l’équilibre du profil, ce qui entraînera des dents dont le dos sera creux.

L’effet résultant sur la lame de scie est que l’épaulement s’affaiblit continuellement et une dent faible provoquera un affaissement et/ou une mauvaise coupe. (zone surlignée en jaune sur l’image)
Une lame de scie dont le profil n’est pas complet entraîne des élévations de tension potentielles qui peuvent provoquer des criques. (flèche rouge sur l’image)

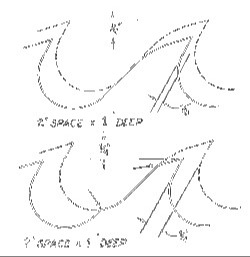
Voici la photo d’un échantillon de lame qui nous a été envoyé pour que nous l’utilisions en formations.
Lorsque vous voyez ce profil sans marques d’affûtage sur l’arrière de la dent (mis en évidence dans la deuxième image).
– Le jaune est la zone non rectifiée du profil
– Le rouge est la bosse de la migration du profil et de la transition de la forme de la meule.
veuillez leur faire savoir ce qui semble se passer et expliquer le problème.
En général, le « creux » n’est pas du tout creusé dans la dent. Il s’agit plutôt de la gorge qui a « migré » à l’arrière de la dent.
1. La cause est souvent un meulage excessif sur le devant ou la face de la dent et pas assez sur l’arrière de la dent.
2. Pour retrouver le profil « complet » de la dent, il faut meuler davantage sur le dessus de la dent et moins sur la face.
Pour maintenir le point de rétreint tout en conservant un profil de dent » complet » sur les lames dont la profondeur de la gorge dépasse 40 % de le pas entre les dents, réglez le rétreint pour une » traction » maximale à l’écrasage.
Réglage de la vis à ressort du bras de guidage avant.
1. Réduisez l’écart entre l’extrémité de la vis et le ressort du bras de guidage si vous souhaitez tirer la pointe de la dent vers le bas.
2. L’abaissement de la pointe de la dent permettra un meulage plus important de l’arrière de la dent, si nécessaire pour maintenir la forme de la dent.
Pour conserver la dent en métal dur (STELLITE) tout en gardant un contour de dent « complet » sur une lame dont la profondeur de dent dépasse 40% du pas de la dent, réglez l’affûteuse légèrement sur la face et la majorité de l’enlèvement de matière sur le dessus de la dent.
1. Lorsque vous réglez votre affûteuse de scie à ruban Armstrong sur le premier affûtage d’une dent fraîchement stellitée, affûtez la pointe uniquement jusqu’à la ligne de crochet existante.
2. Lors d’un réaffûtage, réglez l’affûteuse légèrement sur la face et abaissez le réglage de l’affûtage supérieur (en descendant à l’angle du crochet) et il maintiendra le profil complet.
{kind=link}